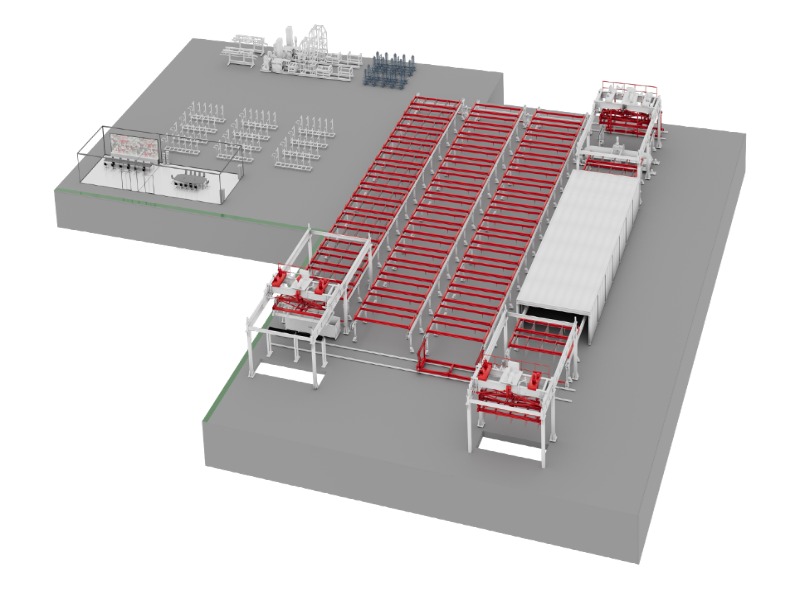
Globalna građevinska industrija prolazi kroz promjenu paradigme prema održivim, laganim i visokoučinkovitim građevinskim materijalima. Na čelu ove evolucije je autoklavirani gazirani beton (AAC), predgotovljeni proizvod za zidanje koji nudi iznimnu toplinsku izolaciju i strukturalni integritet. Učinkovitost i kvaliteta ovog materijala u potpunosti su diktirane preciznošću AAC blok proizvodna linija .
Priprema sirovina i obrada gnojnice
Temelj svake proizvodne linije AAC blokova počinje preciznom pripremom sirovina. Primarne komponente obično uključuju silikatne materijale (kao što je leteći pepeo ili kvarcni pijesak) i vapnene materijale (vapno i cement).
U početnoj fazi, pijesak ili leteći pepeo se miješaju s vodom i obrađuju u kugličnom mlinu kako bi se stvorila fina kaša. Istovremeno, vapno i gips se drobe i usitnjavaju u fini prah. Konzistencija i raspodjela veličine čestica u ovoj su fazi kritični jer utječu na kemijsku reakciju tijekom naknadnog procesa pjenjenja. Obrađena kaša se skladišti u velikim spremnicima za miješanje kako bi se spriječilo taloženje, osiguravajući stalnu opskrbu sustava za doziranje.
Precizno doziranje, miješanje i lijevanje
Nakon što su sirovine pripremljene, one se prenose u jedinicu za doziranje i miješanje—"mozak" proizvodne linije AAC blokova. Ova faza zahtijeva točnost kako bi se održala strukturna svojstva konačnog proizvoda.
Sustav za doziranje koristi automatizirane vage za vaganje gnojnice, vapna, cementa i aluminijskog praha prema unaprijed definiranoj formuli. Ovi sastojci se zatim ispuštaju u mikser velike brzine. Dodatak aluminijskog praha djeluje kao sredstvo za stvaranje plina. Kada alkalno vapno i cement reagiraju s aluminijem, oslobađa se plin vodik, stvarajući milijune sićušnih jednolikih pora unutar smjese.
Nakon intenzivnog miješanja, tekuća šarža se lijeva u velike čelične kalupe. Ovaj postupak lijevanja mora se izvoditi u okolini s kontroliranom temperaturom kako bi se osiguralo jednolično pokretanje kemijske reakcije.
Prethodno stvrdnjavanje i dizanje (zelena pozornica)
Nakon procesa lijevanja, kalupi se transportiraju u komoru za prethodno stvrdnjavanje. Tijekom tog perioda, smjesa se "diže" poput kruha dok plin vodik širi volumen. Ova faza obično traje nekoliko sati pod određenim razinama temperature i vlažnosti.
Na kraju predstvrdnjavanja, materijal doseže ono što je poznato kao faza "zelenog kolača". Blokovi su dovoljno čvrsti da se njima može rukovati i rezati, ali ostaju dovoljno mekani da se mogu rezati preciznim žicama. Integritet proizvodne linije AAC blokova uvelike ovisi o stabilnosti ove faze predstvrdnjavanja kako bi se spriječile unutarnje pukotine ili strukturne deformacije.
Visokoprecizno rezanje i oblikovanje
Faza rezanja možda je vizualno impresivan dio proizvodne linije AAC blokova. Namjenska dizalica vadi zelenu tortu iz kalupa i stavlja je na stroj za rezanje.
Moderne proizvodne linije koriste dvoosni sustav rezanja:
- Horizontalno rezanje: Čeličnom žicom narežite tortu na željenu debljinu i visinu.
- Vertikalno/poprečno rezanje: Kolač se reže na određene dužine.
Ovaj proces omogućuje izradu blokova, panela i nadvoja s iznimno malim tolerancijama. Budući da je materijal još uvijek u "zelenom" stanju, sav otpad nastao tijekom rezanja može se reciklirati natrag u fazu pripreme gnojnice, čineći proizvodnu liniju blokova AAC jednim od ekološki prihvatljivih proizvodnih procesa u industriji.
Autoklaviranje: Hidrotermalna reakcija
Definirajuća karakteristika AAC-a je proces autoklaviranja. Rezani blokovi se pune u veliku tlačnu posudu poznatu kao autoklav. Ovdje se podvrgavaju visokotlačnoj pari (obično 10 do 12 bara) i visokim temperaturama (oko 180°C do 190°C) otprilike 10 do 12 sati.
Pod ovim hidrotermalnim uvjetima, silika i kalcij reagiraju stvarajući tobermorit—kristalnu strukturu koja AAC-u daje njegovu jedinstvenu snagu, stabilnost i otpornost na vatru. Bez ove specifične kemijske transformacije, blokovi ne bi imali nosivost potrebnu za modernu gradnju.
Završna obrada i kontrola kvalitete
Nakon završetka ciklusa autoklaviranja, blokovi se hlade i premještaju u liniju za odvajanje i pakiranje. Budući da se blokovi mogu lagano zalijepiti jedan za drugi tijekom procesa kuhanja pod visokim pritiskom, često se koristi "separator" za njihovo nježno razdvajanje.
Završna faza proizvodne linije AAC blokova uključuje rigoroznu inspekciju kvalitete. Blokovi se provjeravaju na točnost dimenzija, tlačnu čvrstoću i gustoću u suhom stanju. Nakon provjere, blokovi se paletiraju i zamotaju za transport.
Tablica tehničkog sažetka
Sljedeća tablica sažima primarne funkcije svake stanice unutar standardnog proizvodnog pogona:
| Faza proizvodnje | Uključena primarna oprema | Temeljni cilj |
|---|---|---|
| Priprema materijala | Mlin s kuglicama, spremnici gnojnice | Postizanje ujednačene finoće čestica i gustoće kaše. |
| Doziranje/Miješanje | Automatske vage, mikser velike brzine | Precizna kemijska formulacija i inicijacija ispuštanja plina. |
| Casting | Kalupi, Distribucija Auto | Izlijevanje smjese za ravnomjernu ekspanziju volumena. |
| Rezanje | Strojevi za okomito i vodoravno rezanje | Oblikovanje zelene torte s visokom preciznošću dimenzija. |
| Autoklaviranje | Visokotlačni autoklavi | Poticanje hidrotermalne reakcije za konačnu čvrstoću. |
| Ambalaža | Separatori, Paletizeri | Priprema gotovog proizvoda za logistiku i skladištenje. |
Zaključak
Linija za proizvodnju AAC blokova predstavlja remek-djelo kemijskog i strojarskog inženjerstva. Integriranjem automatiziranog doziranja, preciznog rezanja žice i napredne hidrotermalne obrade, proces pretvara jednostavne zemljane minerale u građevno rješenje. Kako građevinski svijet i dalje daje prioritet energetskoj učinkovitosti i smanjenju ugljika, uloga proizvodne linije AAC blokova ostat će ključna u oblikovanju održivih gradova budućnosti.